Dual Focused Angle Beam Sensitivity
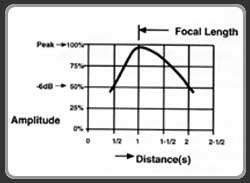
Many factors affect the sensitivity of dual focused angle beam transducers,
such as frequency, chip size, and material to be inspected. However
as a general rule, the 6dB amplitude curve is from 1/2 to 2 times the
focal soundpath when the frequency vs. attenuation allows the peak of
the focal length. (See the sensitivity diagram on this page). Therefore
it is suggested when inspecting a thick speciman: select frequencies,
refracted angles, and focal sound paths to cover the range required.
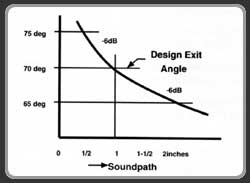
Another factor that must be considered when selecting a transducer for
an inspection, is that dual focused angle beam transducers have a non
constant angle behavior. The angle will vary with soundpath, and will
appear higher for flaw distances less than the focal length and lower
for flaw distances greater. (See the angle error diagram on this page).
Considering this potential for errors in flaw location, it is advisable
to establish a curve for a specific unit on a calibration block of the
same material to be tested.
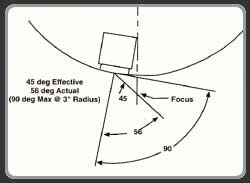
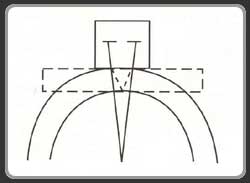
The Affect of an Axial Radius on Focus
The incident roof angle of a dual focused angle beam transducer directs
a refracted beam to the focal intersection point, just as the incident
angle on the wedge in the beam direction, directs a refracted beam to
the correct exit angle. The normal design supposes that the inspection
surface is flat. If the part under test is a pipe, and the transducer
is radiused to optimize contact, the angle to the tangent from the beam
center of the part radius, must be taken into account and used to modify
the roof angle. (See the axial affect on focus this page).
The
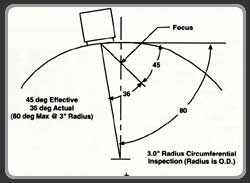
Affect of a Circumferential Radius on Exit Angle
When selecting an angle of inspection, it is assumed that the reflector
will intercept the beam at that angle. This would be true if the inspection
surface is flat. However, if the part under inspection is a pipe, and
the direction of the inspection is circumferential, the actual angle
of intercept is the angle between the exit beam and the radial from
the center of curvature through the reflector. This angle is defined
as the "EFFECTIVE ANGLE," it will be smaller on an I.D. radius
and greater on an O.D. radius. In stating the angle in the part number,
the actual or the effective can be listed.